Самодельные намоточные станки радиолюбителей. Инструкция по изготовлению намоточного станка. Рассмотрим как производится расчет мощности трансформатора
Очень часто при ремонте того или иного оборудования, особенно если в сборке имеется очень редкий трансформатор, возникают проблемы доступности этого элемента. Конечно же, можно заказать трансформатор у самого производителя.
Но вряд ли завод станет обслуживать одноразового клиента, да и еще с одним заказом. И для того, чтобы таких проблем не возникало, был создан станок им. Н. Филенко. Устройство довольно простое и достаточно функциональное. Согласитесь, любой мастер, да и начинающий радиолюбитель не отказался бы иметь в своей коллекции инструментов станок, который умеючи наматывает витки для трансформатора.
Особенности.
Станок позволяет мотать провода на каркасы с внутренним диаметров от 10 миллиметров, и даже на квадратные и прямоугольные каркасы размерами от 10 х 10 мм.
Макс. длина намотки составляет 180-200мм.
Макс. диаметр (т.е. диагональ квадратного каркаса) составляет 190-200мм.
Намотка может осуществляться в ручном режиме с использованием провода до 3.2мм, в режиме «полуавтоматической» намотки с использованием провода от 0.3 до 2.00 мм.
Режим полуавтоматической намотки предусматривает укладку и намотку слоя провода синхронно, с последующей ручной укладкой слоев изоляции и сменой направлений укладки проводов.
В станке, для укладки проводов разных диаметров, предусмотрен набор шкивов, которые легко менять, и которые позволяют выбрать около 27 разных шагов намотки с диапазоном от 0.31 до 1.0 мм, или же 57 шагов с диапазонами от 0.31 до 3.2 мм.
Устройство из-за своей большой массы не нуждается в креплениях к основанию.
Принцип работы станка довольно прост: вал, на котором устанавливается каркас трансформатора, соединен с валом, синхронно по которому и перемещается сам укладчик проводов. Во внутренней части втулки укладчика провода нарезана резьба. При вращении этого вала, втулка перемещается и тянет направляющее устройство для проводов.
Быстрота вращения вала зависит от размера шкивов, то есть от их диаметров, которые установлены на нижних и верхних валах, а быстрота перемещения самой втулки плюс ко всему и от шага резьбы укладчика. Вращение вала с самим каркасом можно осуществлять вручную, также можно приделать электродрель в качестве привода.
Детали и элементы.
Станина
Станина оборудования изготовлена из пары стальных листов. Основание станины выполнено из стали толщиной в 15 мм, боковины – 6 мм. Такая конструкция взята специально из соображения поверхностной устойчивости оборудования.
Перед закреплением боковины, станины укладываются вместе, и осуществляется сверление дырок одновременно на обоих боковинах. Далее, после этого станины устанавливаются на само основание и сваркой привариваются к нему.
В просверленные отверстия (кроме нижних) боковин вставляются втулки, а в остальные отверстия – подшипники. Эти элементы были взяты от 5-ти дюймового обычного дисковода. Для того чтобы подшипники и втулки не перемещались, их необходимо зафиксировать крышками.
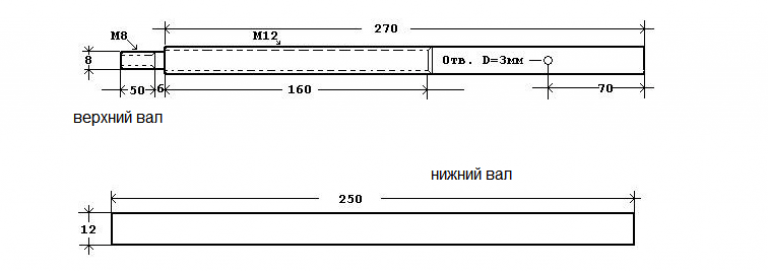
Валы.
Верхний вал предназначен для крепления каркаса катушки. Изготовлен из прутка размером в 12 мм. (В станке абсолютно все валы подходят друг к другу по размерам их размеров, и взяты они от старых матричных принтеров, так как они произведены от закаленной стали, они хромированы и отшлифованы).
Серединный вал . На этот вал опирается устройство подачи проводов. Средний вал также изготовлен из вала с диаметром 12 мм. Здесь этот прут рекомендуется отполировать.
Втулки укладчика.
Длина втулки и длина 20 мм; внутренняя резьба должна быть такой же, как на нижнем вале, то есть М12х1,0 мм (а в оригинале составляет – М10х1,0 мм)
Шкивы
Шкивы станка выполнены по 3 канавкам разных диаметров в одном блоке. Диаметры были выбраны таким образом, чтобы наиболее оптимально перекрыть диапазон сечений проводов.
Комбинация шкивов дает возможность получить до 54 различных шагов намотки проводов. Канавки для пассика, в особенности их ширина, выбирается исходя из уже имеющихся пассиков, в данном варианте – 6-мм. Обратите внимание: Сумма толщины шкивов не должна быть более 20-ти мм. Если толщина больше, то необходимо будет увеличить саму длину левых хвостовиков верхнего и нижнего валов.
Табличка шагов.
В данной таблице указаны: колоны – диаметр ведомых шкивов; строки – диаметр ведущих шкивов; ячейки – шаги намотки.
Обратите внимание : Все параметры, приведенные в таблице, носят только ознакомительный характер, так как данные напрямую зависят от точности конструирования самих шкивов, диаметров пассика и шага резьбы на падающем валу. Рекомендуется, после изготовления станка уточнить показатели, осуществляя пробные намотки. Некоторая неточность при конструировании особо не окажет большого влияния на производительность, но все, же довести дело до ума советуем. Если же возникнет необходимость осуществить намотку более тонкими проводами, можно будет изготовить тройной шкив с диаметром в 12 / 16 / 20 мм. Дополнительное наличие таких шкивов позволит использовать и провода диаметров от 0,15 мм.
Укладчик проводов.
Укладчик выполнен из трех пластин, соединенные друг с другом винтами М4. Размер отверстий 20-ть мм. Отверстия в верхней части – 6 мм, выполнен для винта, регулирующий натяжения провода.
Внутренняя пластинка изготовлена из стали. В нижнюю дырочку приварите стальная втулка размером в 20-ть мм, и длиной в 20-ть мм, и с внутренней резьбой в 12х1,0. В верхнее отверстие вставьте фторопластовую втулку с диаметром в 20 мм, и внутр. диаметром – 12.5 мм. Размер самой втулки должен составлять 20 мм. После всего, пластины крепятся между собой двумя винтами, но на рисунке это не указано.
Между внешними пластинками вклеивается кожаный желобок, нужен он для того, чтобы выпрямлять и натягивать провод. Также для регулировки натяжения в верхнюю часть укладчика установлен винт, стягивающий верхние части внешних пластин. На заднюю часть станины установлен откидной кронштейн, куда крепится катушка с проводомами.
И наконец, сам привод. Здесь в качестве этого элемента использовалась обычная шестерня, к которой прикреплена рукоятка. Процесс намотки можно также автоматизировать, установив патрон обычного аккумуляторного шуруповерта.
Если же справа на налево – «восьмеркой»
Если производится намотка в режиме полуавтомата, то на калькуляторе нажмите функции «1 + 1». Этот режим позволит с каждым оборотом вала прибавлять по единичке к вышеупомянутому выражению. При отмотке проводов просто выберите выражение «1 – 1», здесь счетчик будет работать аналогичным способом, но уже с вычетом.
Во время работы внимательно следите за укладкой. Как только провод достигнет противоположной щечки трансформатора, прижмите зажим и быстро измените положение пассика.
Ну вот, в принципе, и весь секрет.
Схема самодельного датчика протечки воды
В радиолюбительской практике, часто возникает необходимость намотать/перемотать различные обмотки трансформаторов, дросселей, реле и др. .
При разработке данного станка, ставились следующие задачи:
1. Малые габариты.
2. Плавный старт шпинделя.
3. Счётчик до 10000 витков (9999).
4. Намотка с автоматической укладкой провода. Шаг укладки (диаметр провода) 0.02 - 0.4мм.
5. Возможность намотки секционных обмоток без перенастройки.
6. Возможность закрепления и намотки каркасов без центрального отверстия.
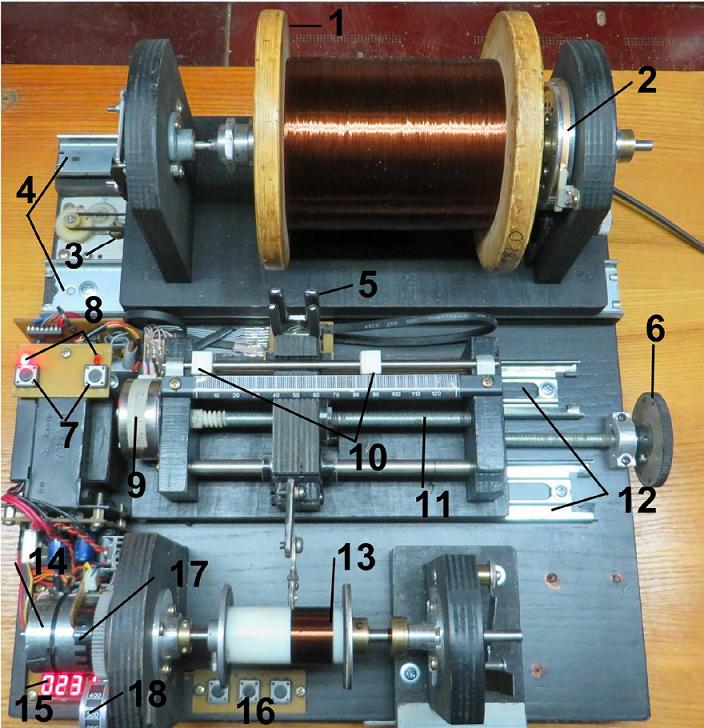
Рисунок 1.
Внешний вид намоточного станка.
Состав намоточного станка.
1. Подающая бобина (катушка с проводом).
2. Притормаживание (тормозной механизм).
3. Шаговый двигатель центровки бобины.
4. Шариковые мебельные направляющие.
5. Шторка оптических датчиков механизма центровки бобины.
6. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
7. Кнопки ручного переключения направления укладки.
8. Светодиоды направления укладки.
9. Шаговый двигатель позиционера.
10. Шторки оптических датчиков границы намотки.
11. Винт позиционера.
12. Шариковые мебельные направляющие.
13. Наматываемая катушка.
14. Двигатель намотки.
15. Счётчик витков.
16. Кнопки настройки.
17. Оптический датчик синхронизации.
18. Регулятор скорости.
Устройство и принцип действия.
Подающий узел.
Подающий узел предназначен для закрепления на нём бобины с проводом, различных величин, и обеспечения натяжения провода.
В него входит механизм крепления бобин и механизм подтормаживания вала.

Рисунок 2.
Подающий узел.
Подтормаживание.
Без подтормаживания подающей бобины, намотка провода на каркасах будет рыхлая и качественной намотки не получится. Войлочная лента «2», тормозит барабан «1». Поворот рычага «3», натягивает пружину «4» - регулировка силы торможения. Для разной толщины провода, настраивается своё притормаживание. Здесь используются готовые детали видеомагнитофона.

Рисунок 3.
Подтормаживающий механизм.
Центровка бобины.
Малые габариты станка и расположение в непосредственной близости, наматываемой катушки и подающей бобины с проводом, потребовали ввести дополнительный механизм центровки подающей бобины.


Рисунок 4, 5.
Центрирующий механизм.
При намотке катушки, провод с бобины воздействует на шторку «5», выполненной виде “вилки” и шаговый двигатель «3», через редуктор с делением 6 и зубчатый ремень, по роликовым направляющим «4», автоматически сдвигает бобину в нужном направлении.
Таким образом, провод всегда находится по центру см. рис 4, рис 5:

Рисунок 6.
Датчики, вид сзади.
Состав и устройство датчиков.
19. Оптические датчики механизма центровки бобины.
5. Шторка перекрывающая датчики механизма центровки бобины.
20. Шторки перекрывающие датчики переключения направления позиционера.
21. Оптические датчики переключения направления позиционера.
Позиционер.
Шторками «20» рис. 6 - выставляется граница намотки. Шаговый двигатель, перемещает механизм укладчика, пока шторка не перекроет один из датчиков «21» рис. 6, после чего меняется направление укладки.
В любой момент можно изменить направление укладки кнопками «1» рис. 7.

Рисунок 7.
Укладчик.
Скорость вращения шагового двигателя «9» рис. 7, синхронизирована с помощью датчика «10», «11» рис 8, с вращением наматываемой катушки и зависит от диаметра провода установленного в меню. Диаметр провода, может быть выставлен 0.02 - 0.4мм. С помощью ручки «8» рис. 7, можно передвинуть весь позиционер в сторону, не изменяя границы намотки. Таким образом, можно намотать другую секцию в многосекционных каркасах.

Рисунок 8.
Оптодатчик.
Состав позиционера и оптодатчика (рис. 7-8).
1. Кнопки ручного переключения направления укладки.
2. Светодиоды направления укладки.
3. Шторки перекрывающие датчики переключения направления позиционера.
4. Линейный подшипник.
5. Капролоновая гайка.
6. Ведущий винт. Диаметр 8мм, шаг резьбы 1,25мм.
7. Шариковые мебельные направляющие.
8. Ручка перемещения позиционера на другую секцию при намотке секционных обмоток.
9. Шаговый двигатель.
10. Оптический датчик синхронизации.
11. Диск, перекрывающий датчик синхронизации. 18 прорезей.
Приёмный узел.

Рисунок 9.
Приёмный узел.


Рисунок 10, 11.
Приёмный узел.
1. Счётчик витков.
2. Коллекторный высокоскоростной двигатель.
3. Шестерня редуктора.
4. Кнопка «сброс счётчика».
5. Регулировка скорости.
6. Включатель «Старт намотки».
7. Крепёж наматываемой катушки.
Вращение наматываемой катушки, производит коллекторный высокооборотный двигатель через редуктор.
Редуктор состоит из трёх шестерён с общим делением 18. Это обеспечивает необходимый вращающий момент на малых оборотах.
Регулировка скорости двигателя, производится изменением питающего напряжения.


Рисунок 12, 13.
Крепление каркаса имеющего отверстие.
Конструкция приёмного узла позволяет закреплять, как каркасы имеющие центральное отверстие, так и каркасы, таких отверстий не имеющие, что хорошо видно на рисунках.


Рисунок 14, 15.
Крепление каркаса не имеющего отверстие.
Электрическая схема.

Рисунок 16.
Электрическая схема намоточного станка.
Всеми процессами станка, управляет микроконтроллер PIC16F877.
Индикация количества витков и диаметра провода, отображается на светодиодном четырёх знаковом индикаторе. При нажатой кнопке «D», отображается диаметр провода, при отжатой количество витков.
Для изменения диаметра провода, нажать кнопку «D» и кнопками «+», «-» изменить значение. Установленное значение автоматически сохраняется в EEPROM. Кнопка «Zerro» - обнуление счётчика. Разъём «ISCP» служит для программирования микроконтроллера.
P.S. Чертежей механической части не существует, потому что устройство изготовлялось в одном экземпляре, и конструкция формировалась в процессе сборки.
В данной конструкции были использованы имеющиеся в разборке элементы и узлы (не имеющие маркировки) от видеомагнитофонов и принтеров.
Ни в коем случае я не настаиваю в точном повторении данной конструкции, а лишь как в использовании каких-либо узлов от неё в своих конструкциях.
Повторение данного устройства возможно опытными радиолюбителями, имеющие навыки работы с механикой и способными изменить конструкцию под свои, имеющиеся механические части.
Механическая часть соответственно, может быть реализована по другому.
Редукторы на двигателях, могут быть и с другим делением.
Критические элементы:
Чтобы программа работала правильно, необходимо соблюсти ряд условий, а именно;
Оптический датчик «17» рис 1. , может быть другой конструкции, но обязательно на 18 отверстий.
Винт позиционера, обязательно с шагом 1,25мм - это стандартный шаг для винта диаметром 8мм.
Шаговый двигатель позиционера 48 шагов/оборот, 7.5 градусов/шаг - это самые распространённые двигатели в оргтехнике.
Демонстрационный ролик работы станка:
Ниже в прикреплении (в архиве) собраны все необходимые файлы и материалы для сборки намоточного станка.
Если по сборке и наладке у кого-то возникнут какие либо вопросы, то задавайте их на форуме. По возможности постараюсь ответить и помочь.
Желаю всем удачи в творчестве и всего наилучшего!
Архив "Намоточный станок"."
Для всех радиолюбителей, либо энтузиастов увлекающихся звуковоспроизводящей аппаратурой, намоточный станок является крайне востребованным оборудованием. Такие устройства используются для намотки однослойных и многослойных катушек цилиндрического типа для трансформаторов.
В данной статье мы изучим устройство и принцип работы намоточного станка, а также рассмотрим пошаговую инструкцию, следуя которой вы сможете сделать такое оборудование своими руками.
1 Конструкция и принцип работы
Намоточный станок незаменим при производстве однотипных изделий. Существует два вида таких агрегатов — автоматические и ручные, при этом последние в промышленной сфере практически не распространены из-за ограниченной функциональности.
Однако габаритные размеры, большой вес и стоимость автоматических намотчиков делают их неприменимыми в быту, поэтому для дома лучше обзавестись ручным станком. Стандартная конструкция такого устройства состоит из следующих элементов:
- несущий каркас из двух вертикальных стоек из металла либо дерева, между которыми зафиксированы горизонтальные оси (на центральной стойке — для пластин с колесиком, на внешней — для самой катушки);
- большая и малая шестерни, передающие на катушку крутящий момент;
- ручка, зафиксированная на большой шестерни, посредством которой вращается ось с катушкой;
- крепежные элементы — винты и гайки.
![]()
Принцип действия такого устройства предельно прост — вращение ручки приводит к намотке на вращающийся каркас проволоки либо кабеля, за равномерность намотки отвечает направляющая укладчика, которая перемещает проволоку в горизонтальной плоскости.
Контроль количества витком может выполняться как визуально, так и с помощью специальных счетчиков, простейшим из которых является обычный велосипедный одометр. В более продвинутых станках в качестве счетчика используется специальный магнитно-герконовый датчик.
1.1 Магазинные станки
Среди промышленных намоточных агрегатов повсеместной популярностью пользуется станок для намотки кабеля СРН-05М3. Данная модель была запущена в эксплуатацию еще во времена СССР, и с тех пор хорошо себя зарекомендовала благодаря высокой надежности и производительности. На вторичном рынке СРН-05М3 можно найти за 15-20 тыс. рублей.

СРН-05М3 выполнен в корпусе из чугуна, вес оборудования составляет 80 кг, габариты — 877*840*142 см. Станок позволяет наматывать однослойные, двухслойные и тороидальные катушки в режиме автоматической укладки. Минимальный диаметр кабеля — 0.05 мм, максимальный — 0.5 мм. Агрегат комплектуется однофазным электромотором типа УЛ-62, мощность которого составляет 0.18 кВт. Наибольшая скорость вращения при намотке — 5100 об/мин.

Для бытовой эксплуатации лучшим выбором будет ручной станок NZ-1 (Китай). Несмотря на страну происхождения NZ-1 является достаточно надежным и функциональным оборудованием. Агрегат предназначен для наматывания катушек диаметром до 150 мм, с максимальной шириной не более 100 мм. Коэффициент передаточного отношения составляет 1:08 в быстром режиме намотки и 1:0.1 в медленном. Максимальная скорость — не более 1000 об/мин.
NZ-1 укомплектован счетчиком витков механического типа. Корпус выполнен из металла, опорная станина — из чугуна. Станок оснащен шкивом, что позволяет подключаться к нему электродвигатель через ременную передачу и работать в автоматическом режиме. Стоимость такого оборудования варьируется в пределах 4-5 тыс. рублей.
1.2 Самодельный намоточный станок (видео)
2 Делаем станок для намотки своими руками
Представленный в данном разделе статьи станок для намотки кабеля позволяет работать с катушками на квадратном, круглом и прямоугольном каркасе с диагональю до 200 мм, его можно будет комплектовать разными шкивами, что позволит менять шаг намотки в пределах 0.3-3.2 мм.

Приведенная схема демонстрирует каркас станка. Для сборки станины используются металлические листы толщиной 15 мм (для основания) и 5 мм (для боковых участков). Экономия на толщине металла не приветствуется, так как она ведет к уменьшению веса агрегата и, как следствие, ухудшению его устойчивости.
Вам потребуется вырезать заготовки станины (размеры соблюдаются) и просверлить в них два сквозных отверстия, затем боковушки привариваются к пластине основания. В нижнее отверстие нужно смонтировать 2 подшипника, в верхнее — втулки под вал вращения.
В качестве вала можно использовать пруток гладкой арматуры 12 мм, которую предварительно нужно отшлифовать и покрасить. Для втулки укладчика можно брать пруток диаметром 10 мм, по всей длине которого нарезается резьба стандарта М12*1,0.

Шкивы лучше вытачивать тройные, однако учитывайте, что их совокупная толщина не должна превышать 20 мм. При большей толщине потребуется дополнительно увеличивать длину валов на аналогичный размер. Указанная в схеме комбинация шкивов позволяет применять 54 разных шага намотки. Если вам необходимо работать с проводами диаметром менее 0.31 мм, потребуется дополнительный шкив 12/16/20 мм, с ним вы сможете наматывать провода 0.15 мм.

Для сооружения ручного привода вам потребуется крупноразмерная шестерня и рукоять, которые фиксируются посредством цангового зажима на верхнем валу. Благодаря использованию цанги вы сможете при необходимости прервать намотку фиксировать ручку, тем самым препятствуя разматыванию катушки.
Счетчик витков для намоточного станка делается из обычного калькулятора. Также вам потребуется магнит с герконовым датчиком (можно купить в любом магазине радиотехники), выводы которых необходимо присоединить к контактам калькулятора на кнопке «=».
2.1 Как работать на самодельном станке?
И так, оборудование готово, как же на нем работать? Чтобы установить каркас для намотки необходимо выдвинуть из посадочного гнезда верхний вал на длину, равную длине оправы. Далее на вал монтируется правый диск и оправка катушки, поверх которой надевается сама катушка. На следующем этапе устанавливается левый диск и навинчивается гайка, после чего все устанавливается в первоначальную позицию.

В отверстие на верхнем валу размещается гвоздик и производится центровка оправы, после которой каркас зажимается гайкой. Дальнейшие операции выполняются в следующей последовательности:
- На подающем валу размещается подходящей по диаметру шкив.
- Посредством вращения шкива укладчик перемещается в крайнее положение, к одной из сторон катушки.
- На шкив одевается пассик провода — кольцом либо восьмеркой. Конец провода необходимо продеть под средним валом, размесить в желобе укладчика и зафиксировать на каркасе. Натяжение провода регулируется посредством зажимов на укладчике.
- В начале намотки на калькуляторе набирается комбинация «1+1», после чего производится вращение ручки. С каждым полным оборотом вала калькулятор самостоятельно будет увеличивать число на экране на единицу, тем самым считая количество витков провода.
Поскольку данное оборудование имеет предельно простое устройство, в котором отсутствует какой-либо контроллер управления намоточным станком, в процессе работы вам потребуется постоянно следить за катушкой и при необходимости поправлять кабель на каркасе вручную.

Если вы хотите сделать станок более функциональным, потребуется усложнить конструкцию добавив в нее контроллер. Это позволит автоматизировать рабочий процесс, однако для полностью механической укладки в пару к контроллеру необходимо установить шаговый двигатель (подойдет обычный 24-вольтовый привод, работающий в режиме 44-60 шагов на оборот). Силовые транзисторы к данному комплекту подбираются исходя из характеристик мотора. В качестве контроллера оптимально подойдет прибор АТмега8, купить который можно за 150-200 рублей.
Намоточный станок – устройство, предназначенное для наматывания изделий имеющих значительную длину на специальное основание (катушку), их можно сделать своими руками.
Такие устройства в зависимости от размера и материала наматываемого изделия могут отличаться в конструкторском исполнении. Но в основе их лежит использование вала, имеющего силовой привод обеспечивающий вращение, а так же блок, отвечающий за направление подачи наматываемого изделия.
Для проведения операций по наматыванию, обязательно используется катушка, которая надевается на вал устройства. Эта катушка служит либо основанием изделия (например такого как, обмотка трансформаторов) либо для его транспортировки (например различные бухты с тросами, проводами и так далее).
Для проведения работ по наматыванию проволоки сечением до 3,2 мм, можно воспользоваться устройством – намоточным станком. Такой станок станет альтернативой промышленному агрегату и поможет в проведении работ, по изготовлению трансформаторов, катушек и дросселей.
Изготовление самодельного намоточного станка
1) Этот самодельный намоточный станок призван автоматизировать процесс намотки проволоки на электрические катушки. Он ни в чем не уступает своим заводским «собратьям». А собрать его довольно просто из подручных средств. В основном это детали уже отживших свой срок электрических приборов.
2) Каркас станка чем-то напоминает швейную машинку. На основе закреплены две вертикальные опоры. К ним крепится вращающийся вал с держателями для катушки. К одной из опор подведен электрический привод.
3) С ролью преобразователя электрического тока отлично справится импульсный блок питания тюнера марки «Tricolor». На его плате установлены защитные фильтры, предусмотрена защита от перегрузки. Также здесь установлен «плавный пуск» (Soft start). Заявленная мощность в пределах 30 Ватт.
4) Основным узлом является редуктор. Он взят с обычной мясорубки, отечественного производства. Крепление редуктора осуществляется при помощи саморезов.
5) Вращательный вал приводится в действие двигателем. Демонтирован движок с не рабочей старой швейной машинки.
Дополняет комплект педаль. Выполняет роль своеобразной пусковой кнопки. В зависимости от силы нажатия, педаль позволяет регулировать обороты. Была снята с вышеуказанного швейного агрегата.
6) Под столом располагается подвес. Он выполнен в виде горизонтально расположенного стального штыря. На него надевается катушка с обмоточной проволокой. Держатель имеет раскладной характер. Он компактно складывается, когда станок находится в не рабочем положении.

7) Вращение рабочего вала происходит при помощи ремня. Он передает вращательный момент от двигателя. Прямо под тросом, на рабочую поверхность нанесена стрелка. Она показывает направление движения ремня. А также не дает перепутать сторону, в которую необходимо провернуть вал.

8) Тут же располагается электросчетчик, который показывает количество совершенных витков. Путем нажатия кнопки, способен сбрасывать показатели циферблата. Такие двенадцативольтовые счетчики без труда можно найти на любом радиорынке.
9) Блок питания для счетчика является не стабилизированным. Рассчитан примерно на 15 Вольт. Функционирование счетчика обеспечивает кнопка и эксцентрик, который ее нажимает при вращении вала. Вся эта система соединена обычным проводом.

10) Одна из опор изготовлена из отходов текстолита и ваты. При помощи моментального клея в эту конструкцию надежно «внедрен» подшипник.

11) Держатель катушки выполнен из обрезка шестигранника. Хорошо виден вышеупомянутый эксцентрик. Вылеплен он из ваты и пропитан суперклеем.
12) Держатели изготовлены из дерева. Это позволяет оперативно подгонять их по необходимые габариты. Подгонка осуществляется путем стачивания.
Для того, чтобы наматываемый провод не терся об угол основания, к нему была приклеена втягивающая система. Такая есть в любом автомобильном проигрывателе. Благодаря, очень мягкой силиконовой резинке, проволоку повредить очень трудно.
Видео: как сделать намоточный станок для самодельных трансформаторов.
Прошло почти два года после моего вселения в наш Дата-город. Пришло время отсчитаться о проделанной работе.
Первое, о чем хочу рассказать - это простейшая трансомоталка. Я решил победить миф о трудностях в намотке трансформаторов, как звуковых, так и силовых. Глаза боятся, а руки делают!
Началось всё с такого вот простейшего станка за 7 рублей 20 копеек,
приобретенного еще в 80-е годы прошлого столетия.
В закромах копились годами всякие механизмы, электродвигатели и редукторы. Пришло время пустить их на благое дело. Решение было таким: сделать настольный намоточный станок с электроприводом, механическим счетчиком витков и ручным приводом укладчика провода.
Для корпуса
был выбран листовой гетинакс толщиной 6 мм, хороший прочный материал. Выпилил две одинаковые боковые стенки, сразу разметил отверстия для валов. К основанию трансомоталки (также из гетинакса) прикрепил боковые стенки через алюминиевые уголки. Отверстия под вращающиеся валы были расширены для запресовки подшипников.

На боковой стенке, противополжной к приводу, сделано отверстие для подшипника и вертикальная прорезь сверху для удобства снятия приводного вала. С внутренней стороны сделан упор для подшипника, а с наружней стороны откидная скоба, чтобы фиксировать подшипник в его седле. Подняв скобу, можно вытащить вал вместе с левым подшипником. Правый остается в правой стенке.

Механический счетчик
был извлечен из спидометра какого-то ВАЗа. Сначала привод счетчика был сделан через резиновый пасик.

Но, из-за незничительного расхождения диаметров шкивов и пробуксовывания пасика, показания счетчика несоответствовали количеству намотанных витков. От этого привода пришлось отказаться и переделать на шестеренчатый.

Благо нашлось две одинаковых шестерни. Одну из которых установил на рабочий вал, а другую на вал привода счетчика. Теперь с количеством намотанных витков и показаниями счетчика расхождений нет.
Привод
сделан из низковольтного (12В) двигателя в комплекте с понижающим редуктором. Питание двигателя от трансформатора ТН.

Для регулировки скорости намотки используется переключатель питания: 6В или 12В. Также смонтирован переключатель «намотка-нейтраль-реверс» и пружинная кнопка для подачи напряжения на привод.
Механический укладчик
также прост и удобен в работе. Каретка укладчика приводится в движение вращением рукоятки вала диаметром 8 мм, сделанного из шпильки с резьбой по всей длине. Каретка движется по направляющей, взятой из струйного принтера, диаметром также 8 мм. На фото все прекрасно видно.

К диаметру провода легко приноровиться и левой рукой нужно с определенной частотой проворачивать вал укладчика, чтобы провод ложился виток к витку.
На этом простом устройстве уже намотано 3 выходных и 3 силовых трансформатора под двухтактные ламповые усилители для гитарных комбо типа Fender 5e3 на 6V6 и JCM800 на EL34. Но об этом в следующий раз.



